Prezantoni shkurtimisht procesin e prodhimit të lavamanit inox. Prodhimi i lavamanëve inox në përgjithësi përfshin përzgjedhjen e lëndëve të para, proceset e prodhimit, trajtimin sipërfaqësor etj. Në përgjithësi, kërkohen këto tre hapa, nga të cilët zgjedhja e lëndëve të para dhe proceset e prodhimit dhe trajtimit janë më të rëndësishmit.
Përzgjedhja e lëndëve të para
Aktualisht, materialet prej çeliku të pandryshkshëm që përdoren zakonisht nga prodhuesit vendas të lavamanëve prej çeliku inox janë pllaka çeliku inox 0,8-1,0 mm të trasha, të cilat janë më të përshtatshmet për prodhimin e lavamanëve. Nëse pllaka është shumë e hollë, kjo do të ndikojë në jetën e shërbimit dhe forcën e lavamanit. Nëse pllaka është shumë e trashë, është e lehtë të dëmtoni enët e lara të tavolinës.

Procesi i prodhimit
Ekzistojnë dy procese kryesore të trajtimit për legenët e lavamanëve prej çeliku inox: saldimi dhe formimi një herë.
1. Metoda e saldimit
Metoda e saldimit është të shponi sipërfaqen e brazdës dhe trupin e brazdës veçmas, dhe më pas t'i lidhni të dyja me saldim dhe të mbushni dhe lustroni sipërfaqen e saldimit. Në përgjithësi, nuk ka asnjë gjurmë saldimi në pamjen e përparme. Kjo metodë e prodhimit dhe përpunimit është e thjeshtë në proces dhe mund të arrihet me pajisje të vogla për shtypje me shpuese dhe kallëpe të thjeshta. Në përgjithësi, përdoren pllaka inox 0,5-0,7 mm. Kjo metodë e përpunimit ka më pak humbje gjatë procesit të prodhimit dhe kostoja është relativisht e ulët. Prandaj, çmimi i lavamanit prej çeliku inox të prodhuar me këtë metodë është relativisht i ulët. Tani përderisa është një produkt nga një prodhues i rregullt, procesi i saldimit saldohet me saldim me rezistencën e valës së kontrollit numerik dhe cilësia kalon. Ka dy mënyra:
1) E para është saldimi rrethues i legenit dhe panelit, i quajtur edhe saldim me tegel (saldim në fund).
Avantazhi i saj është pamja e saj e bukur. Pas trajtimit rigoroz, nuk është e lehtë të gjesh saldime, dhe sipërfaqja e lavamanit është e sheshtë dhe e lëmuar. Disavantazhi është se disa konsumatorë dyshojnë në qëndrueshmërinë e tij. Në fakt, teknologjia aktuale e saldimit përfshin kryesisht saldimin nën hark dhe saldimin më të avancuar të rezistencës së kontrollit numerik, dhe cilësia ka kaluar. Disavantazhi i kësaj metode saldimi është se konsumon shumë material dhe duhet të shpojë dy pllaka çeliku.
2) Tjetra është saldimi me prapanicë i dy legenëve të vetëm në një, i quajtur gjithashtu saldim prapanicë.
Avantazhi është se legeni dhe paneli janë shtrirë dhe formuar në mënyrë integrale, gjë që është e fortë dhe e qëndrueshme. Disavantazhi është se gjurmët e saldimit janë të lehta për t'u parë, dhe rrafshësia është pak më e keqe. Në fakt, disa të ashtuquajtur lavamanë me dy tanke me një hap nuk janë të stampuar nga një pjesë e materialit, por janë ngjitur në mënyrë të qepur nga dy legena të vetëm. Kur e blini, mund t'i kushtoni vëmendje lidhjes së saldimit në mes të dy lavamanëve, të cilët mund të shihen nga ana e pasme. Një pjatë grushtohet në dy lavamanë. Nuk ka një teknologji të tillë në botë. Gjëja më e vështirë për të bërë për tenxheren e salduar me prapanicë është të siguroni sipërfaqen e sheshtë të tenxhere. Nëse mund të garantohet, atëherë është me të vërtetë mënyra më e mirë. Për shkak se përdor të njëjtin material si shtrirja e përgjithshme, mund të zgjidhë gjithashtu problemin e shtrirjes së shtrirjes së bashkuar.
Cilësia e saldimit të lavamanit është faktori më kritik që ndikon në jetëgjatësinë e lavamanit. Saldimi i mirë mund të parandalojë ndryshkun dhe shkrirjen. Saldimi duhet të jetë i lëmuar, i lëmuar, i ngushtë, pa saldim të rremë, njolla ndryshku dhe gërvishtje. Të gjithë legenët e dyfishtë, thellësia e të cilëve kalon 18 cm, janë salduar. Për shkak se rezervuari i dyfishtë i legenit shtrihet për më shumë se 18 cm në të njëjtën kohë (thellësia e rezervuarit, jo lartësia totale e rezervuarit dhe ana e rezervuarit)), është thellësia kufitare e teknologjisë së përpunimit.
2. Metoda e shtrirjes integrale formuese një herë (kryesisht përdoret për brazdë të vetme)
Kjo metodë e përpunimit të lavamanëve prej çeliku inox është bërë nga një fletë e tërë materiali, e cila kërkon pajisje dhe kallëpe relativisht të larta përpunimi. Për shkak se formimi i njëhershëm kërkon cilësi dhe duktilitet të lartë të fletës, ajo zakonisht punohet me një fletë çeliku inox 0,8-1 mm të trashë. Përdorni kallëpe integrale dhe pajisje shtypëse të importuara. Për shkak të humbjes së madhe të prerjes së skajit të fletës në prodhimin e metodës së formimit me një goditje, dhe investimit të lartë në kallëpe dhe pajisje, kostoja është e lartë. Prandaj, lavamani prej çeliku inox i prodhuar me këtë metodë është më i shtrenjtë.
Procesi i prodhimit të derdhur një herë është shumë i popullarizuar dhe procesi i prodhimit të tij është i vështirë. Kjo lloj teknologjie prodhimi është shumë kërkuese dhe procesi i formimit me një copë është një proces veçanërisht i rëndësishëm, i cili kërkon material të lartë të pllakave çeliku. Zgjidhi problemin e rrjedhjeve të shkaktuar nga saldimi i trupit të legenit që saldimi nuk mund t'i rezistojë korrozionit të lëngjeve të ndryshme kimike (si detergjent, pastrues inox, etj.). Por ka shumë mangësi në hedhjen e një pjate në një lavaman, si p.sh.
1) Trashësia e përgjithshme e lavamanit të formuar është e pabarabartë, relativisht e hollë, kryesisht rreth 0.7 mm. Kjo teknologji nuk është kapërcyer aktualisht, fundi i lavamanit është shumë i hollë dhe trashësia më e mirë e legenit duhet të jetë 0,8-1,0 mm.
2) Lavamani nuk mund të jetë shumë i thellë. Për shkak se është shumë i thellë, muri i lavamanit do të jetë shumë i hollë dhe i thyer, dhe uji shumë i cekët do të spërkat lehtësisht, gjë që është e mundimshme për t'u përdorur.
3) Depozitat e ujit që shtrihen në përgjithësi kërkojnë pjekje në temperaturë të lartë, zakonisht në një temperaturë mbi 1200 gradë. Pas një trajtimi të tillë, ngurtësia e rezervuarit të ujit dobësohet natyrshëm dhe ngurtësia e rezervuarit të ujit komprometohet përfundimisht.
4) Për sa i përket trajtimit të skajeve, pellgu i përgjithshëm i shtrirë është përgjithësisht me fllanxhë me një shtresë. Nga njëra anë, është shumë e mundur të priten duart e punëtorit të instalimit. Gjëja më e rëndësishme është se nuk ka "brinjë përforcuese" dhe pesha nuk është mjaft e mirë. Në të njëjtën kohë, është e vështirë të arrihet efekti i izolimit të ujit.
5) Paneli i përgjithshëm i shtrirjes është i vështirë të jetë i sheshtë.
6) Kostoja është shumë e lartë. Për shkak të kërkesave jashtëzakonisht të larta për materiale dhe procese, kostoja e një pellgu të vetëm është pothuajse e rritur.
Avantazhi i lavamanit formues një herë është se materiali është më i mirë se ai i legenit të salduar, procesi është i ndërlikuar dhe përpunimi është i vështirë. Procesi i saldimit të lavamanit është i thjeshtë, dhe pllaka nuk është formuar mirë në të njëjtën kohë, por çmimi relativ është pak më i lirë, dhe trashësia e pllakës së poshtme është gjithashtu më e trashë se ajo e formimit një herë. E thënë thjesht, nuk ka asnjë ndryshim në përdorim midis një lavaman të salduar dhe një lavaman me një copë. Megjithatë, për arsye të procesit, lavamani i integruar prej çeliku inox nuk mund të bëhet shumë i thellë dhe ka një problem të spërkatjes së ujit. Avantazhi më i spikatur i lavamanit të integruar është se nuk do të ketë probleme me rrjedhje për shkak se boshllëku i saldimit të legenit nuk gërryhet nga një sërë lëngjesh kimike (të tilla si detergjentë, pastrues çelik inox, etj.). Por ky avantazh nuk ka më asnjë avantazh për shkak të periudhës së gjatë të garancisë.
Trajtim sipërfaqësor
Aktualisht ekzistojnë katër lloje të proceseve të trajtimit të sipërfaqes për lavamanët prej çeliku të pandryshkshëm: Njëra është e mbuluar me brymë (krehur), tjetra është me rërë (sipërfaqe argjendi mat perla), e treta është lustrim (pasqyrë) dhe e katërta është me reliev.
1. Frosting (vizatim me tela)
Aktualisht, procesi më i përdorur i trajtimit të sipërfaqes në industrinë e përpunimit të lavamanit inox është ngrirja (vizatimi me tela). Disa prodhues e bëjnë procesin e ngrirjes mjaft të thjeshtë, dhe kostoja është gjithashtu e ulët. Thjesht përdorni rrotën bluarëse për të lustruar. Klientë të tillë nuk kanë kërkesa shumë të larta për sipërfaqen e materialit. Një defekt i vogël sipërfaqësor eliminohet pas lustrimit disa herë.
Aktualisht, disa njësi të shpërndarjes së çelikut të pandryshkshëm në Wuxi dhe Zhejiang kanë prezantuar pajisje për bluarjen e vajit të plotë, gjë që rrit pragun për ndërmarrjet e përpunimit të lavamanit prej çeliku inox. Duhet t'i kushtohet më shumë vëmendje cilësisë së sipërfaqes së produktit. Natyrisht, bluarja e vajit e të gjithë rrotullës është gjithashtu një provë e cilësisë së sipërfaqes së materialit, duke përfshirë stilin e përpunimit të sipërfaqes që kërkon klienti, drejtimin e teksturës, etj. Defektet që shfaqen lehtësisht në këtë përpunim. procesi janë brezi i ndryshimit të ngjyrave, modeli i dridhjeve dhe dhëmbëzimi dhe thellësia e modelit të shkaktuar nga mbyllja ose ndryshimi i rripit gjatë përpunimit.
2. Larje me rërë (sipërfaqe argjendi me perla mat)
Efekti i lavamanit prej çeliku inox pas spërkatjes është mat perla. Avantazhi i tij është se nuk ngjitet me vaj, dhe është shumë i bukur. Ky proces i trajtimit sipërfaqësor është shumë popullor dhe në modë në Evropë. Në trajtimin sipërfaqësor të disa pajisjeve shtëpiake, pothuajse të gjithë prodhuesit e eksportit e përvetësojnë këtë stil përpunimi. Shpërthimi me rërë përdor kryesisht rruaza qelqi me plumb, dhe më pas trajtimin kimik të sipërfaqes.
3. Lustrim (pasqyrë)
Lustrim (pasqyrë) është një stil trajtimi sipërfaqësor i përdorur gjerësisht në ditët e para. Sidoqoftë, pavarësisht nëse u mbështet në lustrim manual në fillim ose në lustrim mekanik më vonë, ishte kërkimi i një sipërfaqeje të lëmuar dhe reflektuese. Sa më e sheshtë të jetë sipërfaqja, aq më e lartë është shkalla e reflektimit. Lustrim ka kërkesa të larta për vetë materialin, dhe cilësia e sipërfaqes është e vështirë të kontrollohet gjatë përpunimit, dhe është gjithashtu më e lehtë për t'u gërvishtur. Dhe pas një kohe të gjatë, efekti i pasqyrës është zhdukur.
4. Reliev
Stili i stampuar është bërë nga materiali i stampuar. Nuk ka asnjë stok të këtij materiali në fabrikat shtëpiake të çelikut, dhe teknologjia e prodhimit të këtij materiali nuk është e disponueshme për fabrikat tërësisht prej çeliku, kështu që kostoja e tij është relativisht e lartë. Materiali i stampuar është shumë rezistent ndaj konsumit. Unë personalisht mendoj se nëse popullariteti i këtij materiali mund të jetë po aq popullor sa materialet e tjera të trajtuara me sipërfaqe, ai do të njihet edhe nga tregu.

Procesi specifik i formimit të lavamanit prej çeliku inox
1. Formimi i shtrirjes
1) Makinë: në përgjithësi përdorni një prese hidraulike me tonazh më të madh (200T) ose më shumë për të shtrirë pllakën.
2) Forma: Këndi nuk duhet të jetë shumë i drejtë, përgjithësisht drejtpërdrejt mbi φ10, struktura duhet të jetë e arsyeshme.
3) Materiali: Në përgjithësi, trashësia e pllakës kërkohet të jetë brenda 0.8-1.0mm. Nëse e kalon këtë diapazon, edhe një shtypje hidraulike 500T do të jetë e dobët.
4) Trajtimi termik: Rezervuari i përgjithshëm i shtrirë i ujit në përgjithësi ka nevojë për trajtim pjekjeje me temperaturë të lartë, zakonisht në një temperaturë mbi 1200 gradë, për të eliminuar stresin e brendshëm pas shtrirjes.
5) Trajtimi i sipërfaqes: vizatimi me tela, lustrim, lustrim (përgjithësisht i lëmuar).
6) Procesi: Pas shtimit të vajit të tërheqjes në prerje, pllaka mund të shtrihet pa probleme, trajtimi i pjekjes pas formimit dhe trajtimi sipërfaqësor.
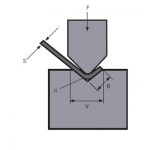
2. Derdhja me dorë
1) Makinë: në përgjithësi përdorni makinën e lakimit të frenave të shtypit, shtypjen hidraulike për formimin dhe makinën e saldimit me hark të argonit për saldim.
2) Pajisjet: pajisje për përkulje, kallëpe për shtypje hidraulike.
3) Materiali: Për shkak se procesi miraton përkuljen, trashësia e pllakës nuk është e kufizuar dhe një trashësi e arsyeshme përgjithësisht miratohet sipas ekonomisë.
4) Saldimi: Sipas trashësisë së materialit, mund të zgjidhen rryma të ndryshme saldimi, për shembull, rryma e saldimit nën 220A përdoret për 1.2mm.
5) Trajtimi i sipërfaqes: vizatimi me tela, lustrim, lustrim (përgjithësisht i lëmuar).
6) Procesi: Në përgjithësi, fleta përkulet dhe formohet fillimisht dhe më pas ngjiten tegelat anësore si një kuti origami dhe në fund kryhet trajtimi sipërfaqësor.
Produkte të ngjashme
 Bashkohuni me ne për të bërë BIZNES MADH!
Bashkohuni me ne për të bërë BIZNES MADH!- Si të përdorni makinën e prerjes së gijotinës
- Zgjidhje efikase WILA e Përkuljes së Pllakave të Mesme dhe të Trasha
- Si të zgjidhni makinen e përshtatshme të makinës së lakimit të frenave me shtypje
- Nga çfarë janë të përbëra diametrat e frenave të shtypjes? Çfarë është vegla e frenave të shtypjes?
- Sekuenca konvencionale e përkuljes dhe Specifikimi i përdorimit ditor të mykut të makinës përkulëse
- Panairi i Kantonit
- Qethja e gijotinës hidraulike QC11Y 12x6000mm u dorëzua në Argjentinë
- 10 prodhuesit kryesorë të makinave prerëse të gijotinës
- 1000W 1500W 2000W Manual Handheld Laser Welding Fiber Laser Welder Machine For Stainless Steel Metal Sheet