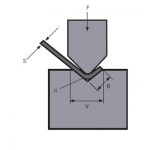
Pres brake punch/die ndahet në kallëpe të sipërme dhe të poshtme, të cilat përdoren për formimin dhe ndarjen e kallëpeve të stampimit të fletëve. Kallëpi për formim ka një zgavër, dhe kallëpi për ndarje ka një buzë prerëse. Goditja/dielli i makinës së frenave të shtypjes ka një ndikim të madh në saktësinë e pjesës së punës. Në procesin e përkuljes, kallëpi është gjithçka që kontakton pjesën e punës.
Mjetet e frenave të shtypjes së makinës së përkuljes/frenave të shtypjes janë në formë L-je, në formë R-je, në formë U-je, në formë Z, etj. Mjeti i sipërm është kryesisht 90 gradë, 88 gradë, 45 gradë, 30 gradë, 20 gradë, këndi 15 gradë etj. Kallëpi i poshtëm ka një brazdë të dyfishtë 4~18 V dhe një brazdë të vetme me gjerësi të ndryshme të brazdës, si dhe kallëp R të poshtëm, myk të poshtëm me kënd akut, myk rrafshues, etj.

Precizion ultra i lartë
Është shumë e rëndësishme që saktësia e kallëpit të ndikojë shumë në saktësinë e pjesës së punës gjatë procesit të përkuljes. Konsumimi i mykut duhet të kontrollohet përpara përdorimit. Metoda e inspektimit është të matet gjatësia nga fundi i përparmë i kallëpit të sipërm deri te shpatulla dhe gjatësia midis shpatullës së kallëpit të poshtëm. Për kallëpet konvencionale, devijimi për metër duhet të jetë rreth ± 0,0083 mm, dhe devijimi i gjatësisë totale nuk duhet të jetë më i madh se ± 0,127 mm. Sa i përket kallëpit të bluarjes me saktësi, saktësia për metër duhet të jetë ±0,0033 mm, dhe saktësia totale nuk duhet të jetë më e madhe se ± 0,0508 mm. Në përgjithësi rekomandohet përdorimi i kallëpeve me bluarje të imët për makineritë e përkuljes elektro-hidraulike ose makineritë e lakimit të boshtit rrotullues, dhe kallëpe konvencionale për makineritë e përkuljes manuale.
Seksioni i veglave të makinës së frenave të shtypjes CNC si më poshtë:

Instalim fiks automatik
Kapaku i sipërm instalohet kur rrëshqitësi ngrihet në qendrën e sipërme të vdekur dhe sistemi i shtrëngimit të mykut mund të mbajë kallëpe të shumta në vend derisa të aplikohet presioni i shtrëngimit.
Sistemi hidraulik i shtrëngimit
Sistemi hidraulik i shtrëngimit është metoda më efektive e shtrëngimit. Si makinat e reja ashtu edhe ato të vjetra mund ta përdorin këtë sistem shtrëngimi, duke kursyer kohë dhe kosto. Nëse sipërfaqja mbajtëse e makinës së vjetër të lakimit dëmtohet, sistemi i shtrëngimit hidraulik do të jetë zgjidhja më e mirë për të korrigjuar dëmtimin, duke përmirësuar gjithashtu efikasitetin e shtrëngimit dhe instalimit.

Shtrydheni automatikisht në vend
Kur ushtrohet presioni i shtrëngimit, mbulesa e sipërme tërhiqet lart dhe shtrydhet automatikisht në vend. Kjo eliminon nevojën për të shtypur kallëpin e sipërm në pjesën e poshtme të kallëpit gjatë procesit të përkuljes.
Zgjedhja e grushtit/vdekjes
Së pari, përcaktoni trashësinë e fletës që do të përkulet. Për shembull, ju dëshironi të përkulni pllaka me trashësi 0,75 mm deri në 6,30 mm. Më pas, shumëzoni trashësinë e fletës më të hollë me 8 për të vlerësuar madhësinë minimale të kërkuar të V-die. Në këtë shembull, një pllakë 0,75 mm është forma minimale e kërkuar, pra 0,75×8=6. Së treti, shumëzoni trashësinë e fletës më të trashë me 8 për të vlerësuar madhësinë maksimale të kërkuar në formë V.
Parimi 8 herë
Domethënë, hapja e kallëpit në formë V duhet të jetë 8 herë më e madhe se trashësia e fletës. Shumëzoni trashësinë e fletës me 8 për të zgjedhur kallëpin më të afërt. Për shembull, një pllakë 1.5 mm e trashë kërkon një kallëp 12 mm (1.5×8=12 mm). Nëse është një pllakë 3,0 mm, kërkohet një kallëp 24,0 mm. (3.0×8=24.0). Ky raport mund të sigurojë zgjedhjen më të mirë të këndit, prandaj shumë njerëz e quajnë atë "zgjedhja më e mirë". Shumica e tabelave të lakimit të publikuara përqendrohen gjithashtu në këtë formulë.
Rregullat e zgjedhjes së modelit
Rregulli i përzgjedhjes për lakimin e pjesëve të punës në formë L është se nuk ka rregulla, mund të përdoret pothuajse çdo vepër e sipërme. Pra, kur zgjidhni kallëpe të sipërme për një grup pjesësh pune, pjesët e punës në formë L mund të konsiderohen të fundit, sepse pothuajse çdo myk i sipërm mund t'i përkulë ato. Kur përkulni këto pjesë të punës në formë L, rekomandohet përdorimi i kallëpeve të sipërme që mund të përkulin edhe pjesë të tjera të punës. Kur blini kallëpe, aq më pak aq më mirë. Kjo jo vetëm për të minimizuar kostot e mykut, por edhe për të reduktuar numrin e formave të kërkuara të mykut dhe për të reduktuar kohën e instalimit.


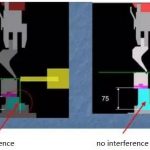
Kur pjesa e sipërme e pjesës së punës është më e gjatë se pjesa e poshtme, kërkohet një mbulesë me qafë pate. Kur pjesa e sipërme e pjesës së punës është më e shkurtër se pjesa e poshtme, çdo mbulesë e sipërme është e mirë. Kur seksioni i sipërm dhe seksioni i poshtëm i pjesës së punës kanë të njëjtat gjatësi, kërkohet një model i sipërm me kënd akut. Në përmbledhje, rregulli i përzgjedhjes së sipërme të mbulesës varet kryesisht nga ndërhyrja e pjesës së punës, ku programi i simulimit të përkuljes mund të luajë një rol të rëndësishëm. Nëse sistemi i përdorur nuk mund të simulojë situatën e përkuljes, mund të përdorni vizatimin me sfondin e rrjetës për të kontrolluar manualisht ndërhyrjen e pjesës së sipërme të kallëpit, siç tregohet në figurën më poshtë.


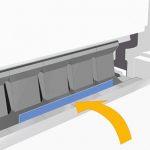
Nuk ka myk të dhëmbëzuar
Pothuajse të gjithë kallëpet tipike të makinave përkulëse në formë V do të lënë disa shenja në pjesën e punës, kjo ndodh sepse metali shtypet në kallëp gjatë përkuljes. Në shumicën e rasteve, shenjat janë të vogla ose të pranueshme. Rritja e rrezes mund të zvogëlojë shenjat. Por ndonjëherë edhe shenjat më të vogla janë të papranueshme, siç janë pllakat e lyera ose të lëmuara përpara se të përkulen. Futjet e najlonit mund të përdoren për të eliminuar dhëmbëzimin, siç tregohet në figurën më poshtë. Përkulja pa gërvishtje është veçanërisht e rëndësishme për pjesët e prodhuara të avionëve ose hapësirës ajrore, sepse është e vështirë për inspektorët të inspektojnë një pjesë me sy të lirë dhe të dallojnë gërvishtjet dhe çarjet.

Produkte të ngjashme
 Si të zgjidhni tonazhin e makinës së frenave të shtypjes hidraulike
Si të zgjidhni tonazhin e makinës së frenave të shtypjes hidraulike- Zgjidhje efikase WILA e Përkuljes së Pllakave të Mesme dhe të Trasha
- Përdorni aftësitë e makinës përkulëse CNC
- Sekuenca konvencionale e përkuljes dhe Specifikimi i përdorimit ditor të mykut të makinës përkulëse
- Llogaritja e forcës së përkuljes gjatë përkuljes së lirë të makinës përkulëse të llamarinës
- Nga çfarë janë të përbëra diametrat e frenave të shtypjes? Çfarë është vegla e frenave të shtypjes?
- Sa lloje të frenave të shtypjes hidraulike
- Pse të shtoni një sistem kompensimi në një makinë përkulëse të frenave me shtypje
- Çfarë është kurorëzimi i frenave me shtypje
- Si të llogarisni kompensimin e përkuljes për frenat e shtypit tuaj