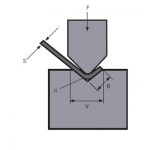
Makina e përkuljes së frenave të shtypjes kryen kryesisht lakimin në vijë të drejtë të pllakës. Duke përdorur kallëpe të thjeshta dhe pajisje përpunimi, fleta metalike mund të shtypet në një formë të caktuar gjeometrike, dhe gjithashtu mund të përpunohet duke shtrirë, shpuar, shpuar dhe shtypur valëzimin. Në prodhimin aktual, makina e frenave të shtypjes CNC përdoret kryesisht për të realizuar lakimin e formave të ndryshme gjeometrike të kutive metalike, predhave të kutisë, trarëve në formë U dhe drejtkëndëshave. Përpunimi i tij ka përparësitë e drejtësisë së lartë të përkuljes, pa shenja dhëmbësh, pa lëkurë, pa rrudha etj.
Me zhvillimin e vazhdueshëm të teknologjisë së prodhimit të makinerive përkulëse CNC, avantazhet e saj si saktësia e lartë e pozicionimit, komoditeti, kompensimi i shqetësimeve me aktivitet zero dhe konsistenca e mirë e produkteve të përpunuara janë bërë gjithnjë e më të favorizuara nga shumica e kompanive prodhuese të llamarinës. Megjithatë, me dëshirat e kufizuara, mënyra se si të përdoret më mirë makineria e lakimit dhe t'i jepet një lojë e plotë funksioneve dhe avantazheve të saj është bërë një problem që prodhuesit që përdorin makinën për lakimin e frenave me shtypje CNC i kushtojnë vëmendje dhe duhet ta zgjidhin urgjentisht. Në procesin afatgjatë të prodhimit dhe përdorimit, Zhongrui ka zgjeruar në mënyrë efektive funksionet e makinës së lakimit dhe përvojën e akumuluar përmes shtimit të veglave ndihmëse, transformimit të kallëpeve ekzistuese dhe përdorimit fleksibël të vendit. Ky artikull merr si shembull makinën e frenave të shtypjes CNC të Zhongrui DA66T dhe prezanton në detaje aftësitë në përdorim.
Shto vegla ndihmëse
Nëse dëshironi ta bëni mjetin e makinës së frenave të shtypjes fleksibël dhe të lehtë për t'u përdorur, shtimi i veglave ndihmëse është thelbësor. Rritja e veglave ndihmëse jo vetëm që mund të zgjerojë gamën e përpunimit të veglës së makinerisë CNC, por edhe të përmirësojë efikasitetin e përpunimit.
1) Pllakë tranzicioni (pllakë e mesme e asistuar për myk të shpejtë)
Lartësia e hapjes së makinës përkulëse i referohet distancës midis tavolinave të sipërme dhe të poshtme të punës. Për shkak se makina lakuese CNC DA66T ka një lartësi më të madhe hapjeje, merrni parasysh përdorimin e një hapjeje të madhe për të zgjeruar gamën e përpunimit. Siç tregohet në figurën 1, shtimi i një pllake tjetër kalimtare në pllakën e tranzicionit origjinal mund të rrisë lartësinë e përkuljes anësore të pjesës (deri në 85 mm), në mënyrë që të mund të kryhet përpunimi i thellë me skajet më të larta të përkuljes anësore. Pllaka e tranzicionit e bërë vetë mund të personalizojë gjerësinë e tabelës së tranzicionit sipas pjesëve tuaja të zakonshme dhe është më e përshtatshme për përpunimin e pjesëve me gjerësi të vogël me skaje më të larta përkulëse në të dyja anët.

2) Këndi i panelit të përparmë
Siç tregohet në figurën 2, pjesa e përparme e makinës është e pajisur me një kënd, i cili mund të vendosë pjesë të vogla dhe të zvogëlojë kohën e marrjes së pjesëve. Në të njëjtën kohë, instalohet një tavolinë e vogël pune për të lehtësuar përpunimin dhe grumbullimin e pjesëve të vogla të punës.

Përdorni plotësisht mykun
Përdorimi i makinës së lakimit të frenave të shtypjes CNC kryesisht mbështetet në kallëpet e sipërme dhe të poshtme. Nëse numri i kallëpeve është i vogël dhe aplikimi nuk është fleksibël, diapazoni i përpunimit të veglës së makinës do të kufizohet shumë. Prandaj, në kushte fikse, si të maksimizohet funksioni i kallëpit ekzistues përmes kombinimit të optimizuar dhe transformimit të pjesshëm është një problem për të cilin duhet të mendojë çdo përdorues i veglave makine. Më poshtë është funksioni i zgjerimit që ne përdorim në përdorim duke ndryshuar kallëpin e makinës përkulëse CNC Hyrje.
1) Maja e sipërme e bluarjes R
Kur maja e sipërme përdoret për një kohë të gjatë, veshja e majës së saj do të ndryshojë në mënyrë të parregullt. Lartësia e kallëpit ndryshon dhe saktësia e përkuljes nuk mund të garantohet. Duke bluar, korrigjuar majën R dhe duke u përshtatur me një brazdë më të madhe në formë V, pllakat e trasha mund të palosen. Kjo zgjat jetën e shërbimit të mykut.
2) Ndryshoni kallëpet e skrapit për të arritur nivelim
Në mungesë të një karte përkulëse të përbërë, zgjidhja e problemit të formimit se si të shtypet skaji i vdekur është një shembull. Buza e vdekur është një formë e përkulur në të cilën dy shtresa mbivendosen me njëra-tjetrën, dhe zakonisht përdoret për përforcim. Në përgjithësi, pllaka mbi 2 mm nuk ka pothuajse asnjë skaj të vdekur të shtypjes. Shtypni skajin e vdekur duhet të formohet nga një llak i përkulur, dhe duhet të ndahet në më shumë se dy procese për t'u formuar.
Metoda e përdorur zakonisht është përdorimi i një shtrese përkulëse të përbërë, siç tregohet në figurën 3. Në hapin e parë, materiali paloset në 30° dhe në hapin e dytë, këndi i përkuljes 30° vendoset në skajin e përparmë të myk i përbërë dhe materiali paloset në një skaj të vdekur. Por ne nuk kemi një mbulesë përkulëse të përbërë, vetëm një strehë lakimi me kënd akut 30°. Përfundoni hapin e parë të mbulesës së përkuljes së përbërë me kallëpin ekzistues dhe hapi i dytë mund të gjejë vetëm një metodë tjetër. Në hapin e dytë, kallëpet e sipërme dhe të poshtme janë të dyja të sheshta. Pas analizës, pjesa e mesme e kallëpit të poshtëm ekzistues të dyfishtë v-groove mund të përdoret si pjesë e rrafshët, dhe kallëpi i sipërm kërkon një plan. Nxirreni kallëpin e sipërm ekzistues të skrapuar dhe bluajeni skajin e thikës në një stil të sheshtë, duke zgjidhur kështu problemin e formimit të presimit të skajit të vdekur.

Përdorimi i këtij grupi kallëpësh të modifikuar gjithashtu mund të rrafshohet. Në përpunimin aktual, operatorët e veglave të makinerive ndonjëherë bëjnë gabime, duke përfshirë lakimin e skajeve ose dimensionet e përkuljes që nuk janë të barabarta. Në rastet kur kërkesat sipërfaqësore të pjesës nuk janë të larta, është për të ardhur keq që të fshihet pjesa, vetëm të rrëzohet skaji i përkuljes. Nokauti është shumë i mundimshëm, por mund të rrafshohet lehtësisht duke përdorur kombinimin e mykut të mësipërm. Pjesët mund të shtypen lehtësisht me dorë në kallëpet e sipërme dhe të poshtme, dhe më pas pjesët rrafshohen nga makina e lakimit CNC.
Aftësitë gjatë operimit
1) Vendosja e matricave të lakimit dhe materialeve të përpunimit
Kur hartoni planin, duhet të merren parasysh faktorët e mëposhtëm:
a. Organizoni së bashku materialet me të njëjtën trashësi;
b. Rregulloni së bashku kallëpet e të njëjtit model;
c. Forma të ngjashme vendosen së bashku.
Kjo mund të zvogëlojë kohën dhe shpeshtësinë e zëvendësimit të mykut.
2) Pozicionimi me kënd të drejtë i pjesëve të ngushta dhe të vogla
Kur pjesa e përkuljes është e ngushtë dhe e gjatë, nuk është e lehtë të lokalizohet. Gjatë përpunimit, shpesh ndodh që pozicionimi pas vendimit, dhe pjesa e përkulur është e lehtë për t'u anuar. Prandaj, duke përdorur metodën e përdorur në figurën 4, kallëpi ngjitet në kallëpin e poshtëm për të siguruar një kënd të drejtë. Kur përkulet kështu, pjesa nuk është e lehtë të anohet.

3) Përkulja e pjesëve trekëndore
Kur pjesët e përkuljes janë të përkulura, pjesët me kënd të mprehtë nuk janë të lehta për t'u afruar me rregullin e pasmë. Në përgjithësi, kur dimensioni më i vogël L ≤10 mm rregullon menjëherë pas, pajisja e pozicionimit duhet të merret parasysh. Në punën aktuale, dizajni dhe procesi janë të lehta për t'u neglizhuar, dhe probleme të tilla shpesh ndodhin. Gjatë përpunimit, sipas madhësisë së pjesës, përcaktohet që një pjesë e vetme të jetë në një linjë me mbulesën e përkuljes dhe pjesa e dyfishtë është në një linjë me suportin.
4) Shtoni pllakën e hollë R
Për shkak të nevojave të ndryshme të klientëve, vlera e kërkuar R në skajin e përkuljes është gjithashtu e ndryshme. Në procesin e përpunimit, për pjesët që nuk kërkojnë saktësi të madhe dimensionale, përdorni një pllakë mbështetëse për të rritur vlerën R në mënyrë që vlera e kërkuar R të mund të merret pas përkuljes. Sipas kërkesave të projektimit, R i referohet marrëdhënies midis V dhe R-së së brendshme për të zgjedhur trashësinë e pllakës dhe palosjen e saj në formën e treguar në figurën 5. Kur përdoret, përdorni një kapëse për të shtrënguar kallëpin e sipërm. Kjo metodë është e lehtë për t'u përdorur dhe mund të përdoret në shumë shtresa.

5) Cilësimet e kallëpit me një pjesë të vetme dhe të shumëfishta
Zhongrui përdori si demonstrim makinë lakimi DA66T CNC me 2 cilindra hidraulikë. Provova konfigurimin me shumë kallëpe të paraqitur në figurën 6, domethënë, kallëpet e sipërme dhe të poshtme të të njëjtit model janë instaluar në seksione në të njëjtën kohë, të cilat mund të përfundojnë përpunimin e disa kthesave të të gjithë pjesës, duke zvogëluar kohën e instalimit të kallëpit. dhe trajtimi i përsëritur i pjesëve. Aktualisht, në treg është shfaqur mbulesa e sipërme e përkuljes me lartësi të barabartë. Lartësia e kallëpit të sipërm është e gjitha uniforme dhe në të njëjtën tryezë mund të përdoren edhe kallëpe me forma të ndryshme. Në këtë mënyrë mundësohet përkulja segmentale e kallëpeve të ndryshme.

6) Programoni regjistrimet e pjesëve tipike
Pasi të përpunohen pjesët tipike, parametrat e përpunimit duhet të regjistrohen në kohë dhe programi duhet të ruhet në hapësirën e magazinimit të makinës lakimi me numrin e vizatimit të pjesës, në mënyrë që të mund të ripërdoret në të ardhmen, duke reduktuar në masë të madhe një seri. të preparateve para përkuljes. Ju gjithashtu mund të bëni një tabelë, e cila përmban cilësimet specifike të emrit të pjesës, numrit të vizatimit, grafika, materiali dhe parametrat e lakimit. Tabela është e ndarë në pllaka çeliku, pllaka alumini dhe pllaka inox. Çdo lloj dallohet nga trashësia e materialit. Koha që duhet për të gjetur pjesët tipike do të reduktohet. Nëse kombinohet me kartën e procesit, ky është një udhëzim shumë i plotë përpunimi. Edhe punonjësit e rinj me pak përvojë mund të ndjekin udhëzimet për të përpunuar pjesë.
7) Gjatësia e kallëpit nuk është e mjaftueshme për t'u përkulur në seksione
Në përpunimin në vend, shpesh ndodh që gjatësia e kallëpit të jetë më e vogël se buza e përkuljes. Për shkak se shumë kallëpe të veçanta përcaktohen sipas përdorimit të produkteve fikse, metoda e lakimit të segmentuar përdoret kur gjatësia e kallëpit është më e vogël se buza e përkuljes. Aty ku gjatësia e kallëpit është afër skajit të përkuljes, grisni skajin pingul me skajin e përkuljes dhe më pas palosni skajin e përkuljes në madhësinë e kërkuar në pjesë. Figura 7a është gjysma e majtë e pjesës së përkulur dhe Figura 7b është gjysma e djathtë e pjesës së përkulur.

8) Përdorimi i kunjit në matësin e pasmë në pozicion
Kur madhësia e pjesës së përkulur është e madhe dhe përdoret matësi i pasmë për t'u pozicionuar, pjesët shpesh zhyten për shkak të peshës së tyre, pjesa e mbajtur me dorë është e shkurtër dhe operatori nuk është i lehtë për të mbajtur pjesën e punës. Për të siguruar nivelin e pjesëve, një operator duhet të organizohet në rregullin e pasmë për t'i mbajtur pjesët në një gjendje të nivelit me dorë. Prandaj, gjatë përpunimit të pjesëve të tilla, duhet të organizohen 2 operatorë. Në punim është konstatuar se matësi i pasmë mund të ulet në një madhësi të caktuar, dhe për pozicionim përdoren stufat në matësin e pasmë, dhe pjesët vendosen horizontalisht në matësin e pasmë. Kjo jo vetëm që zvogëlon numrin e operatorëve, por gjithashtu garanton në mënyrë efektive saktësinë e përpunimit.
9) Përkulje në formë të mbyllur të thellë
Në përpunimin aktual, përpunimi i përkuljes në formë të mbyllur të thellë mund të përdoret në mënyrë fleksibël. Në mungesë të një mbulese lakimi të thellë të tipit të mbyllur, kur përkulen pjesët siç tregohet në figurën 7, gjendja e shtrëngimit të treguar në figurën 8 është miratuar. Ndani tabelën e tranzicionit, distanca është pak më e madhe se gjerësia e pjesës, dhe madhësia ndahet në mënyrë të arsyeshme, dhe dy pjesë mund të përkulen në të njëjtën kohë.

Metodat dhe teknikat e përpunimit të prezantuara më sipër mund të zgjidhin problemet e përpunimit të një numri të madh pjesësh të ngjashme në produkte dhe janë shumë të përshtatshme për zhvillimin e produkteve me varietete të shumta, tufa të vogla dhe cikle të shkurtra prodhimi. Nëpërmjet këtyre metodave, jo vetëm që mund të kursehen shpenzimet e kostove të veglave, por gjithashtu mund të shkurtohet cikli i prodhimit dhe përpunimit, zvogëlohet kostoja e prodhimit dhe përmirësohet cilësia e produktit. Këto metoda të përpunimit dhe aftësitë e përdorimit mund të aplikohen dhe promovohen gjithashtu në makinat për lakimin e frenave me shtypje CNC me struktura të ngjashme.
Produkte të ngjashme
 Si të zgjidhni tonazhin e makinës së frenave të shtypjes hidraulike
Si të zgjidhni tonazhin e makinës së frenave të shtypjes hidraulike- Zgjidhje efikase WILA e Përkuljes së Pllakave të Mesme dhe të Trasha
- Si të zgjidhni makinen e përshtatshme të makinës së lakimit të frenave me shtypje
- Sekuenca konvencionale e përkuljes dhe Specifikimi i përdorimit ditor të mykut të makinës përkulëse
- Pse të shtoni një sistem kompensimi në një makinë përkulëse të frenave me shtypje
- Parimi i punës dhe përbërja e makinës së lakimit të frenave të shtypit CNC
- Mould i makinës për lakimin e frenave të Kinës
- Si të llogarisni kompensimin e përkuljes për frenat e shtypit tuaj
- Çfarë është kurorëzimi i frenave me shtypje
- 2021 Udhëzuesi përfundimtar i makinës së frenave metalike