Pllakat mesatare dhe të trasha përdoren gjerësisht në fusha të ndryshme si pjesë stresuese, si buldozerët, ekskavatorët, ngarkuesit, makinat e pasagjerëve hekurudhor dhe makineri e lokomotiva të tjera ndërtimi. Pllakat e mesme dhe të rënda zakonisht i referohen pllakave metalike me trashësi midis 4.5 dhe 25 mm. Metodat e formimit të pllakave të mesme dhe të rënda përfshijnë kryesisht: formimin e përkuljes së frenave me shtypje, formimin e makinës rrotulluese dhe formimin me tarifim me shtypje. Përkulja (palosja) është një metodë e përdorur gjerësisht dhe e bollshme e formimit të linjës së produktit për pllakat mesatare dhe të trasha.
Vështirësitë e përkuljes së pllakës janë pjesët e gjata të punës, presioni i lartë, formimi i vështirë, efikasiteti i ulët dhe saktësia e vështirë për t'u kontrolluar. Rezultati përfundimtar i përkuljes është një pasqyrim gjithëpërfshirës i parametrave të materialit, parametrave të procesit dhe parametrave të mykut. Dizajni i arsyeshëm i këtyre parametrave është çelësi për përmirësimin e performancës së lakimit të pllakave të mesme dhe të trasha.

Tonazhi i frenave të shtypjes (makina e lakimit të frenave të shtypjes)
Problemi i parë me të cilin përballet përkulja e pllakave mesatare dhe të trasha është zgjedhja e tonazhit të makinës së lakimit të frenave të shtypjes dhe nëse kapaciteti mbajtës i pajisjes dhe kallëpit i plotëson kërkesat.
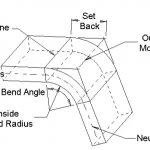
Forca F zbatohet nga makina e lakimit të frenave të shtypjes për të nxitur lëvizjen e ndërsjellë midis kallëpeve të sipërme dhe të poshtme, duke përkulur kështu pllakën. Për lakimin e pllakave të çelikut me karbon 90°, WILA jep vlerën empirike të ngarkesës së tensionit të pllakës, siç tregohet në tabelën 1. Kur trashësia e çelikut të karbonit është 20 mm, mund të zgjidhet mbulesa e poshtme me V=160 mm. Në këtë kohë, ngarkesa e forcës së makinës përkulëse është 150t/m.
F=forca për njësi gjatësi (t/m);
S= trashësia e materialit (mm);
ri= rrezja e përkuljes së këndit të brendshëm (mm);
V= madhësia më e ulët e hapjes së kallëpit (mm);
B= buza më e shkurtër e fllanxhës (mm) );
alumini: F×50%;
aliazh alumini: F×100%;
çelik inox: F×150%;
stampimi dhe përkulja: F×(3~5)

Kapëse e rëndë hidraulike
Metodat e mbajtjes së ngarkesës të kapëseve të sipërme hidraulike WILA me ngarkesë të rëndë përfshijnë ngarkesën e sipërme dhe ngarkesën e shpatullave, dhe ngarkesa maksimale është përkatësisht 250t/m dhe 800t/m. Sipërfaqja e mbajtjes së forcës së pajisjes miraton teknologjinë e forcimit të shuarjes së thellë CNC. Fortësia e Rockwell është 56~60HRC, dhe thellësia e forcimit është deri në 4 mm, e cila ka fortësi të lartë dhe rezistencë të fortë ndaj konsumit. Kapëse hidraulike përdor shtrëngim të shpejtë hidraulik dhe zgjerimi i zorrës hidraulike drejton lëvizjen e kunjit të shtrëngimit në mënyrë që kallëpi të vendoset automatikisht dhe linja e përkuljes të përqendrohet automatikisht. Për një kallëp lakues me një gjatësi totale prej 6 metrash, duhen vetëm rreth 5 sekonda që kapja hidraulike të mbërthehet plotësisht, dhe efikasiteti i përdorimit gjithëpërfshirës është 3 ~ 6 herë më i lartë se ai i sistemit të zakonshëm të shtrëngimit manual.

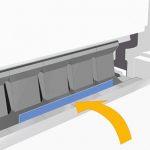
Tavolinë pune për kompensimin e makinerive të rënda
Për lakimin e pllakave të mesme dhe të trasha, versioni i ri i nivelit të WILA i tabelës së kompensimit mekanik të ngarkesës së rëndë jo vetëm që mund të plotësojë lehtësisht kërkesat e ngarkesës, por edhe të kompensojë devijimin dhe deformimin e makinës përkulëse. Tavolina e punës me kompensim mekanik miraton shtrëngimin hidraulik, saktësia e sipërfaqes mund të arrijë ± 0.01 mm, fortësia e pusit të shkëmbinjve është 56 ~ 60 HRC dhe thellësia e forcimit është deri në 4 mm. Tavolina e punës me kompensim mekanik adopton ndërfaqen universale të instalimit UPB të WILA, e cila është e lehtë për t'u instaluar dhe ka saktësi më të lartë. Ai gjithashtu ka rregullimet e veta të drejtimit Tx dhe Ty, të cilat mund të sigurojnë që tavolina e punës dhe pjesa e pasme të mbeten paralele në drejtimet e përparme dhe të pasme dhe mund të kryejnë korrigjimin e devijimit këndor lokal.

Vegël/vegla për përkulje e rëndë
Për shkak të trashësisë së pllakës, kallëpi i poshtëm me hapje më të madhe (V24~V300) dhe kallëpi me kapacitet mbajtës më të madh zgjidhen përgjithësisht për lakimin e pllakave të mesme dhe të trasha. Dimensionet e përgjithshme të kallëpit janë përgjithësisht të mëdha dhe pesha e kallëpit ka tejkaluar kapacitetin normal të trajtimit të operatorit. Me ndihmën e kushinetave me rul, teknologjia e patentuar e WILA E2M (Easy to Move) i lejon operatorët të lëvizin kallëpët e rëndë të përkuljes në mënyrë të përshtatshme, të sigurt dhe të shpejtë, duke kursyer shumë kohën e zëvendësimit të mykut dhe rregullimit të makinës.
Mund të sigurohen kallëpe për përkulje me forma të ndryshme thikash dhe hapje të poshtme të kallëpit që plotësojnë nevojat e klientit, të tilla si thika të drejta, kallëpe me qafë pate, kallëpe filetosh dhe kallëpe multi-V. Nëpërmjet bluarjes së saktë të pjesëve kryesore, saktësia dimensionale e kallëpit është deri në ±0,01 mm. Nëpërmjet përpunimit të teknologjisë së shuarjes dhe forcimit të thellë CNC, ngurtësia e mykut mund të arrijë 56 ~ 60 HRC, dhe thellësia e shtresës së ngurtësuar mund të arrijë 4 mm.

Për lakimin e pllakave të mesme dhe të trasha me trashësi të ndryshme pllakash, WILA ofron gjithashtu kallëpe Multi-V, të cilat disponohen në dy forma: porta V e rregullueshme automatike dhe porta V e rregullueshme manuale, siç tregohet në figurën 6. Nëpërmjet motorit të kontrollit numerik ose blloku i rregullimit, madhësia e hapjes V të kallëpit të poshtëm mund të rregullohet në mënyrë arbitrare sipas karakteristikave të pllakës, e cila është veçanërisht e përshtatshme për lakimin e pllakave të mesme dhe të trasha me rikthim të lartë dhe forcë të lartë. Në të njëjtën kohë, kallëpi Multi-V vjen me rula të ngurtësuar me një koeficient të ulët fërkimi, i cili mund të zvogëlojë në masë të madhe rrudhat e jashtme të pjesëve të përkuljes dhe në të njëjtën kohë, mund të reduktojë lakimin me 10%~30% krahasuar me myku tradicional i poshtëm.

Produkte të ngjashme
 Si të zgjidhni tonazhin e makinës së frenave të shtypjes hidraulike
Si të zgjidhni tonazhin e makinës së frenave të shtypjes hidraulike- Përdorni aftësitë e makinës përkulëse CNC
- Parimi i punës dhe përbërja e makinës së lakimit të frenave të shtypit CNC
- Si të zgjidhni makinen e përshtatshme të makinës së lakimit të frenave me shtypje
- Sekuenca konvencionale e përkuljes dhe Specifikimi i përdorimit ditor të mykut të makinës përkulëse
- Pse të shtoni një sistem kompensimi në një makinë përkulëse të frenave me shtypje
- Si të llogarisni kompensimin e përkuljes për frenat e shtypit tuaj
- Mould i makinës për lakimin e frenave të Kinës
- Nga çfarë janë të përbëra diametrat e frenave të shtypjes? Çfarë është vegla e frenave të shtypjes?
- Avantazhet dhe disavantazhet e makinës së frenave të shtypit