Avantazhi i makinës së frenave të shtypjes hidraulike CNC

1. Operacion i lehtë
Frena e shtypjes CNC është shumë e lehtë për t'u përdorur dhe është një makinë më pak punë intensive. Prandaj, operatori mund të trajtojë shumë makina në të njëjtën kohë. Këto makina mund të operohen thjesht nëpërmjet prekjes, ndjesisë dhe zërit të operatorit. Përveç kësaj, ato janë shumë miqësore për përdoruesit dhe kanë një sistem kontrolli shumë të fuqishëm.
2. Programim fleksibël
Programimi fleksibël i frenave të shtypjes CNC i mundëson operatorit të kontrollojë makinën në anglisht të thjeshtë ose në ndonjë gjuhë tjetër të përshtatshme.

Llojet e ndryshme të operacioneve që mund të kryhen janë gjithashtu të disponueshme si opsione në meny. Pasi të zgjidhet operacioni i kërkuar, një listë tjetër pyetjesh shfaqet në ekran në lidhje me kohët e ciklit, materialet, presionet dhe elementë të tjerë që lidhen me procesin e prodhimit. Dhe pasi operatori fut përgjigjet në makinë, vlerat shfaqen në ekran për konfirmim përpara se të filloni detyrën përkatëse.
3. Dizajn Modern
Frena e shtypjes CNC përfshin një dizajn modern i cili i mundëson operatorit të rregullojë me lehtësi sekuencën e kthesave. Ai gjithashtu ndihmon operatorin të prodhojë shpejt produktin e kërkuar. Për më tepër, operatori nuk ka më nevojë të vlerësojë sasinë e kërkuar të presionit për të krijuar një shkallë specifike të përkuljes. Edhe faktorët e tjerë si gjatësia e fllanxhës, lloji i materialit, sasia e trashësisë dhe shkalla e përkuljes mund të futen drejtpërdrejt në njësinë e kontrollit CNC. Pjesa që do të prodhohet mund të shihet edhe në versionin e përfunduar 2D ose 3D. Përveç kësaj, pasi pjesa e parë të programohet në makinë ose përmes një kompjuteri jashtë linje, një operator më pak i aftë mund të prodhojë lehtësisht edhe pjesët pasuese.

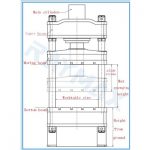
4. Ka dy peshore lineare të instaluara në pllakat "C" në të dy anët.
E rregullojmë në tavolinën e punës për të eliminuar efektin e jonit të devijimit gjatë punës. Shkalla lineare do të inspektojë të dy pozicionet fundore të ram (Y1, Y2) dhe do të dërgojë sinjalin. Pasi të përforcohet nga përforcuesi CNC, sinjali do të kthehet në kompjuter. Pastaj kompjuteri do të kontrollojë vëllimin e vajit, i cili do të hyjë në cilindra. Pra, paralelizmi i ramit dhe tryezës së punës mund të kontrollohet nën ±0.01 mm.
5. Shkathtësia: Përkulni çdo trashësi dhe lloj materiali (brenda kufijve fizikë të frenave), duke përfshirë pjesë komplekse si shasia/kllapat elektronike.
6. Sistemi DELEM ka funksione automatike të testimit dhe vetëdiagnostikimit. Gjithashtu, Programimi përfshin përmasat e pllakës për t'u përkulur, dimensionet e pjesës së punës dhe zgjedhjen e veglave. Pastaj sistemi CNC mund të llogarisë automatikisht forcën e lakimit dhe pozicionin e matësit të pasmë dhe të dasit. Gjithashtu mund të llogaritet stafeta e kohës së depërtimit dhe shtypjes së dashit. Valvula proporcionale elektro-hidraulike me cilësi të shkëlqyer mund të sigurojë sinkronizimin e të dy cilindrave si dhe kapacitet të mirë për të përballuar ngarkesën e çuditshme.

7. Matësi i pasmë adopton vidën rrotulluese të topit dhe udhëzuesin rrotullues, kështu që saktësia e pozicionimit të përsëritur të boshtit X mund të arrijë ±0,1 mm. Makina e plotë është me roje sigurie dhe bllokues për të mbrojtur operatorin nga lëndimi.
8. Pjesët kryesore rrëshqitëse si cilindrat, shufra pistoni, rruga udhëzuese, janë të gjitha me trajtim rezistent ndaj konsumit.
9. Sistemi CNC do të kontrollojë goditjen e makinës së frenave hidraulike CNC dhe matësin e pasmë me saktësi të mirë.
Disavantazhi i makinës CNC Hydraulic Press Brake
1. Trajtimi i materialeve: Vështirësi në trajtimin e materialeve me fletë të mëdha
2. Vegla pune: Kërkohet vegla e poshtme dhe e sipërme
3. Gjatësia e fllanxhës duhet të shtrihet në të gjithë fllanxhën gjatë gjithë funksionimit të përkuljes, duke kufizuar madhësinë e fllanxhës
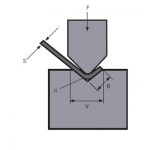
4. Prapa susta: Në fund të përkuljes, kthimi i sustës ndodh për shkak të rikuperimit të deformimit elastik, siç tregohet në figurën 1. Dukuria e rikthimit ndikon drejtpërdrejt në saktësinë dimensionale të pjesës së punës dhe duhet të kontrollohet. Masat e procesit të marra në këtë drejtim janë: ① Metoda e kompensimit të këndit. Nëse këndi i përkuljes së pjesës së punës është 90 °, lakimi i makinës nën slot (në formë V) këndi i hapjes mund të zgjidhet 78 °.

Figura 1
Koha e presionit rritet me metodën e korrigjimit. Kryeni korrigjimin e presionit në fund të lakimit për të zgjatur kohën e kontaktit të mbulesës së sipërme, pjesës së punës dhe brazdës së poshtme të makinës së përkuljes për të rritur shkallën e deformimit plastik në fileto të brazdës së poshtme, në mënyrë që tendenca e rikthimit të fibrave në zonën e tensionit dhe të ngjeshjes është kundër njëra-tjetrës, duke zvogëluar kështu bombën e kthimit.
Produkte të ngjashme
 Parimi i punës dhe përbërja e makinës së lakimit të frenave të shtypit CNC
Parimi i punës dhe përbërja e makinës së lakimit të frenave të shtypit CNC- Zgjidhje efikase WILA e Përkuljes së Pllakave të Mesme dhe të Trasha
- Si të zgjidhni tonazhin e makinës së frenave të shtypjes hidraulike
- 10 prodhuesit kryesorë të shtypit të energjisë në Kinë
- Si të zgjidhni makinën e përshtatshme të frenave hidraulike CNC
- 4 hapa për të njohur sistemin E21 të lakuesit të fletëve CNC
- Çfarë është kurorëzimi i frenave me shtypje
- Si të përdorni makinën e prerjes së gijotinës
- Mirëmbajtja e makinës shtypëse të fuqisë hidraulike
- Rregullat e funksionimit të sigurt të makinës shtypëse të fuqisë hidraulike